





















































 English
English Français
Français Deutsch
Deutsch Português
Português Español
Español русский
русский  한국어
한국어 العربية
العربية Italiano
Italiano Indonesia
Indonesia Schweiz
Schweiz Polski
Polski Nederlands
Nederlands ישראל - עברית
ישראל - עברית Perzisch
Perzisch ไทย
ไทย 日本語
日本語 ኢትዮ-አማርኛ
ኢትዮ-አማርኛ Việt Nam
Việt Nam Kiswahili
Kiswahili Srpski
Srpski Ελληνικά
Ελληνικά 繁體中文
繁體中文Reducing HVAC Fan Energy in a HVAC Manufacturing Base: A Practical Upgrade Story
07/16/2026Energy projects sometimes focus on chillers while leaving air movement unchanged. In many facilities, however, supply and exhaust fans operate for long periods and continue at high speed even when demand has fallen. A retrofit delivered by AISA PACIFIC SHENGRUI LIMITED for a production base of an HVAC equipment manufacturing group illustrates how better fan selection and control can address this hidden load.

The first step was not to select a new fan. It was to understand how the existing equipment was being used. An HVAC equipment manufacturing base places particular emphasis on engineering completeness, maintainability, and demonstrable performance. With aging belt-driven systems, belt efficiency, bearing condition, and changing system resistance can gradually reduce delivered performance. The review therefore included filters, dampers, leakage paths, duct transitions, operating schedules, and the difference between design demand and current demand.
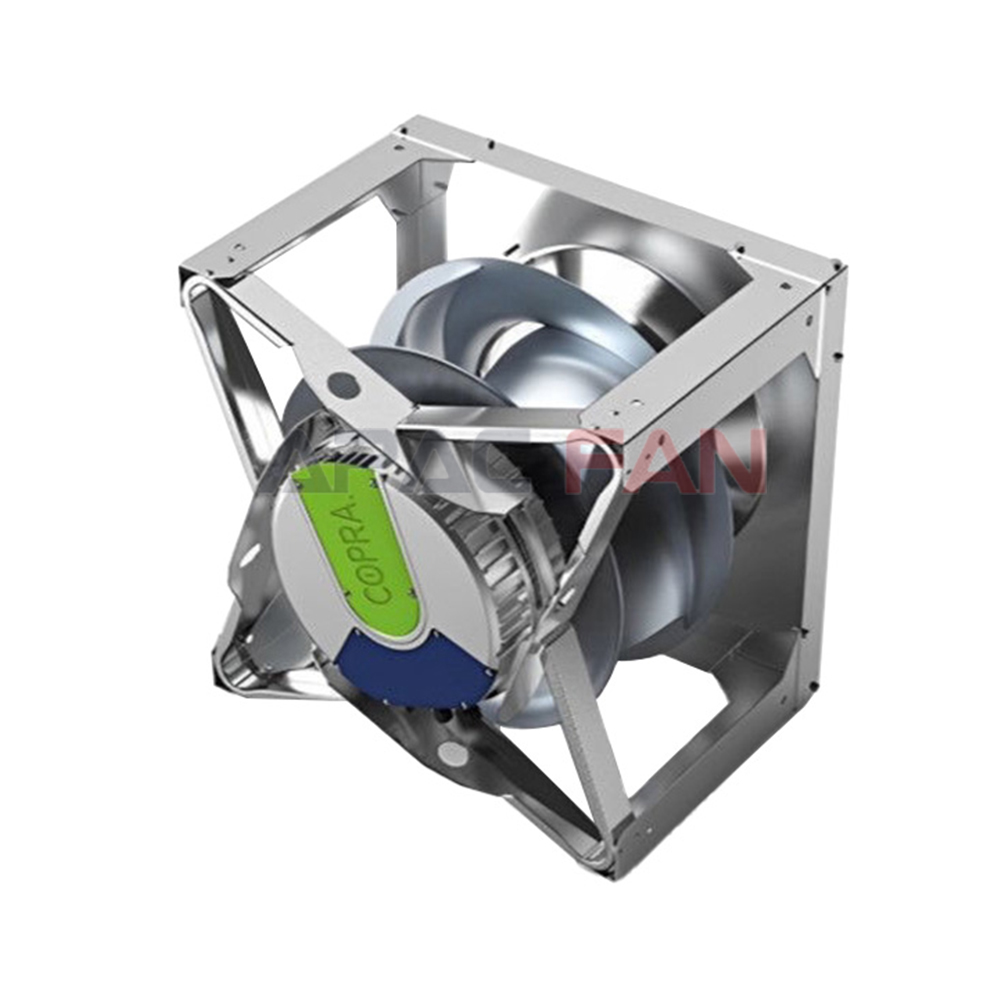
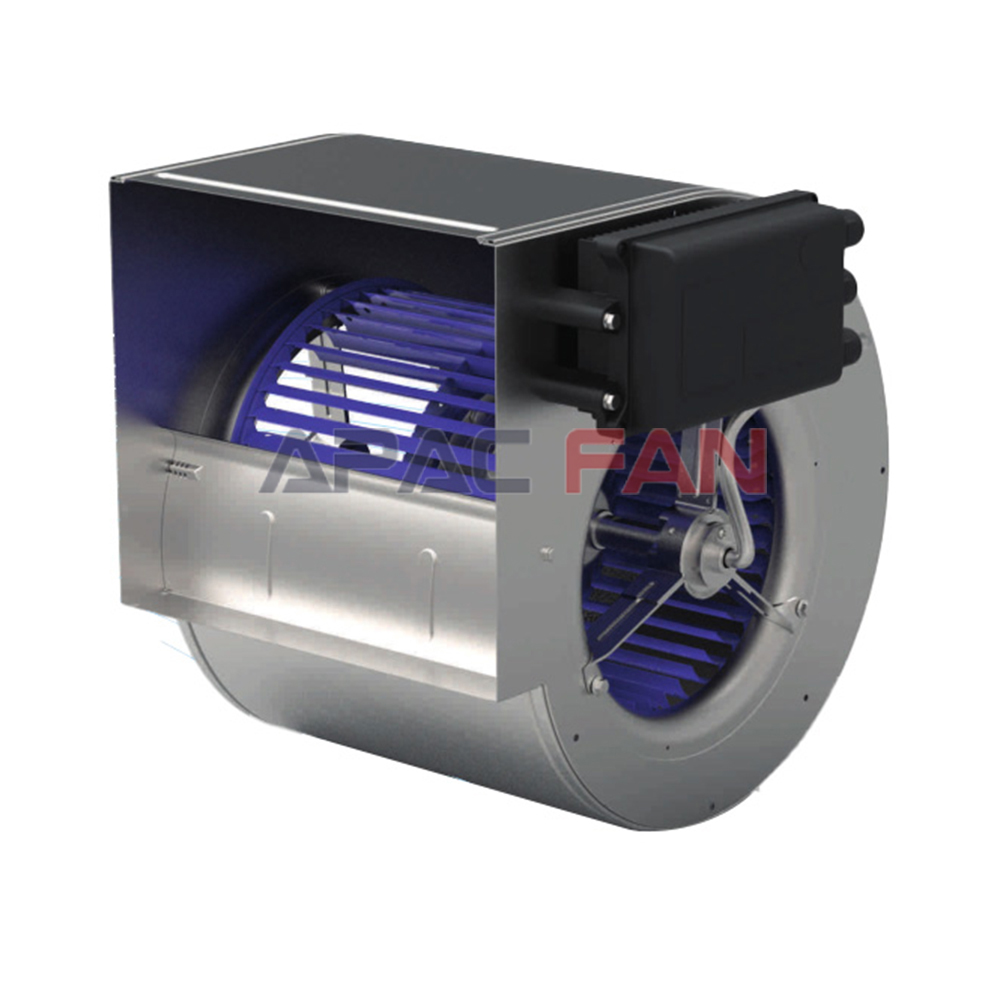
Available project information showed that The original combined air-handling unit was rated at approximately 43,000 m³/h, around 800 Pa, with a 22 kW motor. The retrofit record shows four K3G450-PA31-03/C01 EC fans operating at approximately 13.8 kW, with a reported energy-saving rate of about 38%. These figures provided a traceable engineering reference, while final selection remained subject to measurement and verification.
The retrofit strategy combined efficient EC technology with airflow-path improvement. Four EC fans were arranged as an array to meet the original airflow and pressure duty. Mounting frames, service clearances, and airflow distribution were redesigned, while speed control and operating feedback were added to prevent unnecessary continuous full-load operation. This avoided the common mistake of installing a fan with an attractive free-air rating but insufficient pressure capability inside the real unit.
Control logic was equally important. EC fans can respond directly to speed commands, but efficiency gains depend on using that capability. Minimum ventilation, temperature or pressure feedback, scheduled setback, soft starting, and fail-safe operation were considered so that the fan would not simply run at maximum speed throughout the day.
The project combined energy reduction, reliability, and demonstrable engineering value. Lower power demand was accompanied by fewer mechanical transmission components and improved fan-status visibility. It provides a repeatable route from nameplate review and field measurement to fan-wall commissioning.
From a maintenance perspective, AISA PACIFIC SHENGRUI LIMITED considered the removal or reduction of belt-related service, easier access to fan modules, and clearer operating feedback. Trending speed and power can also help identify rising system resistance before it develops into a comfort or process complaint.
A credible retrofit closes the loop with commissioning. Airflow, pressure, power, sound, vibration, and zone conditions should be tested at representative loads. When those results are connected to operating hours and local electricity cost, the owner receives a realistic business case rather than a theoretical efficiency claim.
Frequently Asked Questions
How did the EC fan wall change the recorded fan power?
The original motor was rated at 22 kW. Four EC fans were recorded at approximately 13.8 kW operating power, with savings near 38%.
Where do EC fan energy savings come from?
Savings can come from efficient motors, direct drive, reduced mechanical losses, improved airflow paths, and speed control that follows actual demand.
Does an EC fan retrofit require changes to the control system?
Usually yes. The project should define speed commands, minimum ventilation, sensor feedback, alarm handling, and fail-safe operation with the existing controls or BMS.
How can maintenance requirements change after the retrofit?
Direct-drive EC fans can remove belt adjustment and replacement tasks, while speed and fault feedback can make developing airflow problems easier to identify.
How should long-term savings be verified?
Compare power and operating hours under equivalent loads, and normalize results for airflow, pressure, occupancy, production level, weather, and filter condition where relevant.
